

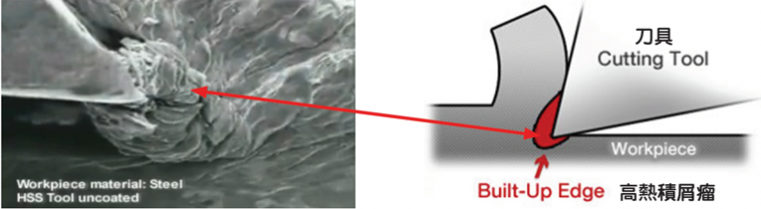
(1) Formation reasons
In the part near the cutting edge, the tool-chip contact area, due to the great downforce, the chip bottom metal embedded in the front knife surface of the micro uneven peaks and valleys, the formation of no gap between the real metal contact and bonding phenomenon, this part of the tool-chip contact area is called the bonding area. In the bonding zone, the chip bottom will have a thin layer of metal material deposited on the front knife surface, this part of the chip metal material after severe deformation, in the appropriate cutting temperature occurred under the strengthening. As the chip continues to flow out, this layer of stagnant material will slip away from the upper layer of chip and become the basis of chip accumulation. Subsequently, a second layer of stagnant cutting material will be formed on top of it, so that the formation of continuous accumulation, the formation of built-up edge.
Characteristics and influence on machining
(1) The hardness is 1.5~2.0 times higher than the workpiece material, can replace the front tool face for cutting, has the role of protecting the cutting edge, reduce the front tool face wear, but the debris of built-up edge falling off through the tool-workpiece contact area will cause the tool back tool face wear.
(2) The working rake Angle of the tool increases obviously after the formation of built-up edge, which plays a positive role in reducing chip deformation and cutting force.
(3) Because the built-up edge is protruding outside the cutting edge, the actual cutting depth is increased, which affects the dimensional accuracy of the workpiece.
(4) Built-up edge will cause "furrow" phenomenon on the surface of the workpiece, affecting the surface roughness of the workpiece.
(5) The debris of the built-up edge will bond or embed on the surface of the workpiece causing hard points, affecting the quality of the processed surface of the workpiece.
It can be seen from the above analysis that chip accumulation is unfavorable to cutting, especially to finishing.
Control measures
Do not make the chip bottom material and the rake surface bonding or deformation strengthening, can avoid the generation of built-up edge for this day can take the following measures.
(1) Reduce the roughness of the rake surface.
(2) Increase the rake Angle of the tool.
(3) Reduce the cutting thickness.
(4) Low speed cutting or high speed cutting is used to avoid the cutting speed that is easy to form chip tumors.
(5) Appropriate heat treatment of the workpiece material to improve its hardness and reduce plasticity.
The cutting fluid with good anti-bonding performance (such as extreme pressure cutting fluid containing sulfur and chlorine) is adopted.


